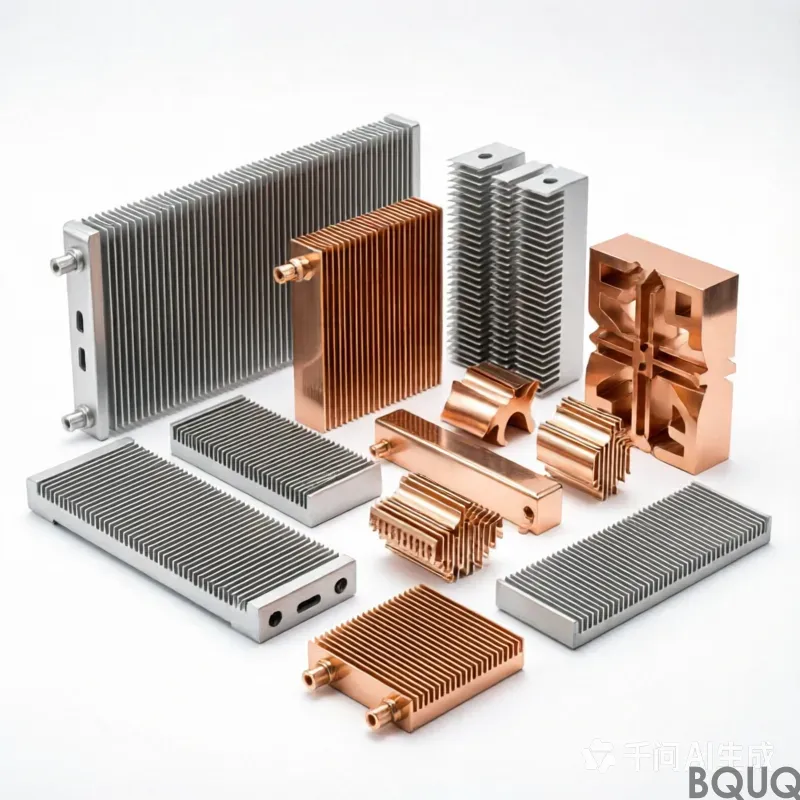
Enfrentamiento del proceso de fabricación de precisión del disipador de calor: mapa de rendimiento de costos de extrusión, diente de pala, fundición a presión, forja y CNC
En primer lugar, la selección del proceso determina el límite superior del rendimiento térmico.
La resistencia térmica final de un disipador de calor se forma acoplando la conductividad térmica del material (determinada por el material), el área de transferencia de calor convectiva (determinada por la geometría) y la resistencia térmica interfacial (determinada por la precisión de fabricación). El proceso de fabricación determina los grados geométricos alcanzables de libertad, precisión dimensional y niveles de defectos internos, lo que resulta en un efecto diferencial de hasta un 30% sobre el rendimiento.
En segundo lugar, el proceso de extrusión de aluminio: el rey de la eficiencia, pero sujeto a la relación de esbeltez
La extrusión de aluminio es la técnica más antigua y barata para la fabricación de disipadores de calor. Después de calentar la varilla de aluminio a 450-500 ° C, se utiliza una extrusora (generalmente 500-5000 toneladas de presión de extrusión) para forzar el metal a fluir a través del molde para formar una tira larga, que luego se corta a la longitud deseada. Las ventajas del proceso de extrusión son: el costo del molde es relativamente bajo (alrededor de 2000-8000 dólares estadounidenses), se pueden realizar formas asimétricas complejas (como aletas asimétricas, placas base con ranuras) a través del diseño del molde y la tasa de utilización del material puede alcanzar más del 95%.
Sin embargo, el proceso de extrusión tiene dos limitaciones fundamentales en el rendimiento de los disipadores de calor: el límite de la relación de esbeltez y el grosor mínimo del diente. La relación de esbeltez (la relación entre la altura de la aleta y el grosor de la raíz) no suele superar las 20: 1. Si se supera este valor, el material de aluminio se doblará y rasgará en la salida del troquel debido a un enfriamiento desigual. Esto significa que si se requiere que la altura de la aleta sea de 60 mm, el grosor no debe ser inferior a 3 mm, lo que limita severamente el área de disipación de calor por unidad de volumen. Por otro lado, el grosor mínimo del diente está limitado a 0.8-1 mm (dependiendo de la aleación y la capacidad del extrusor), que no puede alcanzar el nivel de diente delgado de 0,3 mm del proceso de diente de pala. Por lo tanto, el disipador de calor de extrusión solo puede servir para escenarios de baja y media densidad de
En tercer lugar, el proceso de corte de los dientes de la pala: rompiendo la aerodinámica de la relación de esbeltez
Dientes de pala, también conocidos como cepillado, corte de precisión, aletas de "pala" una por una de un solo substrato de metal (aluminio o cobre) a través de herramientas de control numérico. Proceso de mecanizado: se corta una espátula especial en la pieza de trabajo en ángulo, se empuja hacia adelante a una distancia y luego se levanta para formar una aleta vertical; luego la pieza de trabajo se coloca en un espacio entre dientes y se repite la acción anterior. El grosor, la altura y el espacio de las aletas se controlan de forma independiente por la geometría de la herramienta y la cantidad de pasos, y no están limitados por la fluidez del material.
El proceso de diente de pala puede lograr geometrías extremas con un grosor de diente de 0.2-0 mm, un espaciado de dientes de 0.5-1 mm y una altura de diente de más de 100 mm. Las aletas y las placas base son del mismo material y no hay interfaz de soldadura o ajuste, por lo que hay resistencia térmica de contacto cero. Esta característica es crucial en escenarios de alta densidad de potencia (como LED superiores a 100W, módulos IGBT, estación base 5G AAU). Los datos experimentales muestran que bajo el mismo volumen y volumen de aire, la resistencia térmica del radiador de dientes de pala se reduce en un 15-25% en comparación con con el radiador de extrusión de aluminio y un 10-15% más baja que la del radiador moldeador de dientes (descrito más adelante).
Las desventajas de costo de los dientes de pala son: desperdicio grave de material (alrededor del 40% del metal se corta en virutas), tiempo de procesamiento prolongado (de unos minutos a decenas de minutos por pieza) y desgaste de herramientas extremadamente rápido (debe reemplazarse varias veces al mes). Además, el proceso de dientes de pala requiere una alta rigidez de la máquina herramienta y, en general, debe llevarse a cabo en una fresadora de pórtico pesado o en una máquina especial de dientes de pala. En general, el costo de una sola pieza de dientes de pala es de 5 a 10 veces mayor que el de la extrusión, lo que es adecuado para lotes pequeños y medianos y escenarios de prioridad de rendimiento.
IV. Proceso de modelado / remachado: bajo costo para alta densidad de aletas
El moldeador es una aleta larga, preextruida o enrollada que se inserta mecánicamente (prensada, remachada, pegada) en una ranura de la placa base. Esta estructura "dividida" permite que las aletas y la placa base se fabriquen de diferentes materiales (por ejemplo, placa base de cobre + aletas de aluminio), y el grosor de la aleta puede ser tan delgado como 0,3 mm y el espaciado puede ser tan pequeño como 1,0 mm. El proceso de modelado tiene una alta utilización de materiales (las aletas se extruyen por separado y la pérdida es pequeña) y no requiere costosas máquinas de palear dientes a gran escala.
Pero el talón de Aquiles del tallador es la resistencia térmica de contacto. No importa cuán alta sea la estanqueidad de ajuste, siempre hay espacios microscópicos entre la raíz de la aleta y la placa base, y la resistencia térmica de la capa de aire de estos espacios es cientos de veces mayor que la del metal. Incluso con el relleno de pegamento conductor térmico, la resistencia térmica equivalente sigue siendo un orden de magnitud superior a la de la estructura integrada. En el caso de alto flujo de calor, se generarán puntos calientes locales en el tallador, lo que hará que la temperatura de la raíz de la aleta sea mucho más alta que la temperatura promedio de la placa base, y la eficiencia de transferencia de calor disminuirá. La resistencia térmica del radiador del tallador suele ser entre un 20 y un 30% mayor que la del diente de la pala, por lo que es más adecuada para equipos industriales con
Proceso de fundición a presión: la única solución para la geometría tridimensional compleja
La fundición a presión inyecta aleaciones de aluminio fundido (como ADC12) en moldes metálicos de precisión a alta velocidad para un enfriamiento y formación rápidos. La fundición a presión puede crear carcasas de disipación de calor con canales de flujo internos complejos, soportes de forma especial e incluso inserciones parciales. Por ejemplo, la carcasa del controlador del motor del vehículo de nueva energía generalmente está formada integralmente por fundición a presión, con aletas de disipación de calor integradas externas y canales de refrigeración por agua integrados internos. Otra ventaja de la fundición a presión es que el acabado de la superficie es bueno y se puede utilizar sin procesamiento posterior.
Sin embargo, hay tres problemas inherentes con disipadores de calor de fundición a presión: porosidad (generalmente 0.5-3%, reduciendo la sección transversal de conductividad térmica efectiva), limitaciones de grosor mínimo del diente (debido a la condensación en el frente de flujo de metal, el grosor del diente debe ser> 1,2 mm) e inadecuado para el tratamiento térmico. Fortalecimiento (los poros se expanden y abultan a altas temperaturas). Por lo tanto, la conductividad térmica de los disipadores de calor de fundición a presión es generalmente baja (ADC12 es de solo 96 W / (m · K), mucho menor que 6063 's 200). Para aumentar la conductividad térmica, se pueden seleccionar aleaciones de fundición a presión de alta conductividad térmica como DX17 (conductividad térmica es de aproximadamente 180 W / (m · K)), pero su precio aumenta significativamente. Los moldes de fundición a presión son extremadamente caros (2-100.000 dólares estadounidenses) y tienen un ciclo de desarrollo largo (2-4 meses), que solo es adecuado para producción de alto volumen.
Proceso de forja: propiedades mecánicas óptimas, pero limitaciones geométricas
Las varillas de aluminio o cobre están formadas por flujo de plástico en un troquel cerrado bajo gran presión (cientos a miles de toneladas). La forja elimina los defectos de fundición, refina los granos y distribuye las líneas aerodinámicas de metal a lo largo de los contornos geométricos de la pieza, de modo que la resistencia y la conductividad térmica son mejores que la fundición, y se puede evitar el límite de la relación de alargamiento de la extrusión. La forja en caliente (calentamiento y forja de materiales) puede formar formas complejas, y la forja en frío (forja a temperatura ambiente) tiene mayor precisión. Para los disipadores de calor, la forja se utiliza a menudo para hacer disipadores de calor con altos requisitos mecánicos o conjuntos de aletas pequeñas (como disipadores de calor de CPU de portátiles).
La limitación de la forja es que es difícil forjar aletas altas y densas (porque el material no puede llenar completamente la cavidad estrecha y profunda), y generalmente solo es adecuado para aletas con una altura de menos de 30 mm y un espesor superior a 1,5 mm. La vida útil de la matriz es corta (especialmente la matriz de forja en frío es propensa a agrietarse), y el costo de una sola pieza es superado solo por el mecanizado de precisión CNC.
Siete, mecanizado de precisión CNC: el límite de precisión, pero el costo no es adecuado para la producción en masa
El centro de mecanizado CNC de cinco ejes puede fresar cualquier geometría compleja del radiador de todo el metal. La tolerancia se puede controlar a ±0,02mm, y la rugosidad de la superficie puede alcanzar Ra0,8. Sin embargo, su tasa de eliminación de materiales es extremadamente baja, el 80% del metal se convierte en escombros y el tiempo de procesamiento de una sola pieza es de hasta varias horas. El costo es tan alto que solo es adecuado para la industria aeroespacial, instrumentos de medición de precisión y otros campos sin costo. En los últimos años, con la optimización de las estrategias de fresado de alta velocidad y fresado dinámico, algunos pequeños lotes de disipadores de calor de alta densidad han comenzado a ser procesados por CNC, pero aún no puede reemplazar la posición de producción eficiente y a gran escala de los dientes de pala.
VIII. Matriz de decisiones de selección de procesos
Aleta de proceso espesor mínimo esbeltez máxima resistencia térmica de contacto específico economía de lote pérdida de conductividad térmica (en relación con el sustrato)
Extrusión 0,8mm20: 1Cero (integrado) Excelente 0%
Dientes de pala 0,2mm80: 1Cero (integrado) Medio 0%
El modelador de engranajes de 0,3 mm no se limita a la altura, pero la interfaz es adicional
Fundición a presión 1,2 mm 15: 1 Cero (integrado) 30-40% (porosidad)
Forja de 1,5 mm 10: 1 Cero diferencia (integrada) 0%
CNC ilimitado ilimitado cero (integrado) rango 0%
IX. Resumen y perspectivas
Mirando hacia el futuro, es difícil que un solo proceso de fabricación satisfaga todas las necesidades. Una nueva tendencia es mezclar procesos: por ejemplo, sustratos extruidos + aletas dentadas con pala (unidas por soldadura o agitación por fricción), o mallas metálicas impresas en 3D como estructuras de disipación de calor (fabricación aditiva). Pero la impresión 3D es actualmente demasiado cara y la conductividad térmica del aluminio impreso se reduce significativamente debido a los poros y los granos gruesos (solo unos 120 W / (m · K)). La verdadera sabiduría de la ingeniería radica en elegir la combinación correcta de procesos basada en el consumo de calor específico, las restricciones de volumen, los objetivos de costo y capacidad de la aplicación, en lugar de ser supersticiosa sobre un "proceso único para todos".
BQUQ es un fabricante profesional de disipadores de calor de metal, envíenos dibujos y nuestra empresa le cotizará en un plazo de 12 horas.