Análisis en profundidad de la tecnología de disipador de calor de hardware de alta gama: la integración y la innovación de la ciencia de los materiales, la fabricación de precisión y la ingeniería termodinámica
I. Introducción
En el proceso de fabricación de chips de hoy sigue acercándose al límite físico, la tasa de crecimiento del flujo de calor por unidad de área de los dispositivos semiconductores está superando la capacidad de carga de las arquitecturas tradicionales de disipación de calor. Mientras que la densidad de transistores está aumentando al ritmo de la Ley de Moore, la tecnología de gestión térmica parece estar evolucionando a un ritmo completamente diferente. Este desequilibrio está elevando la "disipación de calor" de un problema auxiliar de ingeniería a un cuello de botella estratégico que restringe el desarrollo de toda la industria electrónica.
Los disipadores de calor de hardware -este producto metálico aparentemente mundano etiquetado como "fabricación tradicional" - están en el centro de esta revolución de la gestión térmica. Desde los SoC de teléfonos inteligentes en electrónica de consumo, hasta los módulos de potencia del inversor en el sector industrial, pasando por la gestión térmica a nivel de gabinete con consumo de energía superior a 100 kilovatios en los centros de datos de IA, la selección de materiales, el diseño estructural y el proceso de fabricación de los disipadores de calor están remodelando profundamente la lógica subyacente de toda la cadena industrial de gestión térmica. Este artículo ofrecerá un análisis sistemático y profundo del sistema de tecnología de disipadores de calor de hardware de alta gama desde seis dimensiones: ciencia de materiales, proceso de fabricación, diseño termodinámico, tecnología de simulación térmica, escenarios de aplicación y tendencias del mercado.
En segundo lugar, el sistema de materiales: de un solo metal a colaboración multimaterial
2,1 Espectro de rendimiento de materiales metálicos térmicamente conductores
El rendimiento de un disipador de calor de metal se basa en la elección del material que conduce el calor. Además de la regla de oro de la propagación de ondas electromagnéticas, los ingenieros de disipación de calor siguen otro conjunto de leyes físicas simples y crueles: la ley de conducción de calor de Fourier. Según esta ley, la conductividad térmica de un material (lambda, en W / (m · K)) determina directamente su capacidad de transferir calor por unidad de tiempo.
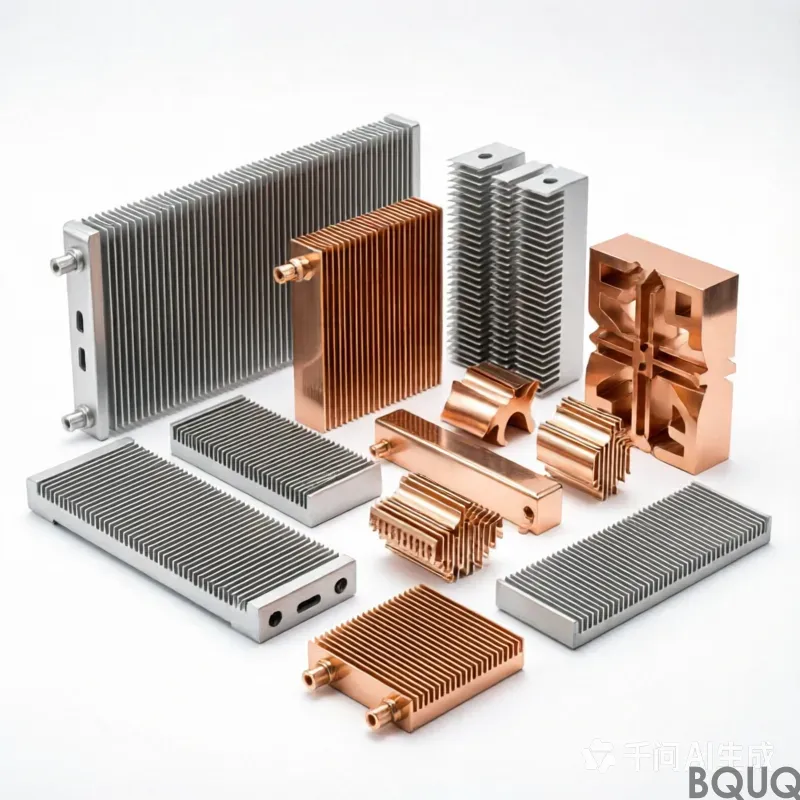
El cobre y el aluminio forman el "Géminis" de los materiales disipadores de calor metálicos. El cobre de alta pureza (cobre puro industrial) tiene una conductividad térmica de aproximadamente 400 W / (m · K), solo superado por la plata, lo que lo convierte en uno de los metales de ingeniería más destacados en términos de conductividad térmica. La ventaja del cobre radica no solo en la conductividad térmica, sino también en su excelente ductilidad y soldabilidad, lo que permite que los dispositivos de transferencia de calor bifásicos, como tuberías de calor y placas de remojo, logren ciclos de transferencia de calor de cambio de fase eficientes con tubos de cobre como cavidades. Sin embargo, la densidad del cobre es de aproximadamente 8,9 g / cm ³, que es más de tres veces la del aluminio, y el precio es significativamente mayor. Más importante aún, en el ambiente atmosférico, la superficie de cobre se oxida fácilmente para formar una capa de óxido de cobre / óxido cuproso, que no solo se oscurece en apariencia, sino que, lo que es más importante, su conductividad térmica cae en picado en más de un orden de magnitud en comparación con el cobre puro, lo que deteriorará significativamente la eficiencia de transferencia de calor interfacial.
En contraste, la aleación de aluminio ha ganado dominio en el mercado debido a su completa relación costo-eficacia. La aleación de aluminio 6063-T5 mantiene una conductividad térmica de aproximadamente 200.237 W / (m · K) teniendo en cuenta tanto la conformabilidad por extrusión como la resistencia mecánica. La densidad del aluminio es de solo 2,7 g / cm ³, que es aproximadamente un tercio de la del cobre. Esta propiedad hace que la aleación de aluminio sea una ventaja irremplazable en campos altamente sensibles al peso, como dispositivos móviles, aviónica y vehículos de nueva energía. El tratamiento de anodización de la superficie hace que la película de óxido de aluminio resultante no solo sea densa y resistente a la corrosión, sino que también aumenta la emisividad térmica de la superficie desde el nivel 0.10.2 a más de 0,85 a través de un proceso específico de oxidación negra, mejorando la eficiencia de disipación de calor por radiación.
Sin embargo, las limitaciones del moldeo por extrusión de aluminio son igualmente significativas: debido a las limitaciones de fluidez del aluminio durante el proceso de extrusión, hay un límite superior de aproximadamente 1: 18 a 1: 20 en la relación entre el grosor de la aleta y la altura (es decir, la relación de delgadez), lo que significa que incluso con los troqueles de extrusión más avanzados, es imposible lograr una disposición de aleta infinitamente densa dentro de una altura limitada.
2,2 Materiales fronterizos: grafeno, materiales a base de carbono y estructuras compuestas
La conductividad térmica de los materiales metálicos tradicionales se acerca a su límite físico. En este contexto, se destacan los materiales avanzados a base de carbono. La conductividad térmica teórica en el plano del grafeno es tan alta como 5.300 W / (m · K), que es aproximadamente 13 veces mayor que la del cobre y más de 20 veces mayor que la del aluminio. Sin embargo, los desafíos de costo de preparación a gran escala y confiabilidad del grafeno de una sola capa en la práctica de la ingeniería lo han hecho quedarse principalmente al nivel de los teléfonos móviles insignia de alta gama y los prototipos de laboratorio. En el camino más pragmático de la industrialización, el grafeno ha mostrado un valor real en forma de "materiales compuestos". El material compuesto formado por la adición de grafeno al radiador de aleación de aluminio en una cierta proporción muestra que se puede enfriar de 3 a 5 grados centígrados más que la aleación de aluminio puro en las mismas condiciones, y el costo de producción cuantitativo puede ser incluso menor que el de los productos tradicionales de aleación de aluminio.
La industrialización de la película de grafito artificial es más madura. La película de disipación de calor de grafito preparada por grafitización a alta temperatura de película de poliimida (PI) tiene una conductividad térmica en el plano de más de 1500 W / (m · K) y un espesor de 0,01 mm. Se ha utilizado ampliamente en el interior de teléfonos inteligentes y tabletas para lograr una rápida difusión térmica de planos bidimensionales.
En el diseño real del producto, a menudo es difícil que un solo material cumpla con los cuatro requisitos de "alta conductividad térmica, baja resistencia térmica interfacial, peso ligero y bajo costo" al mismo tiempo, por lo que las soluciones compuestas de múltiples materiales se están convirtiendo en la dirección principal. Disipadores de calor compuestos de cobre y aluminio: al incrustar bloques de cobre o placas base de cobre en la base de perfiles de extrusión de aluminio, por un lado, la alta conductividad térmica del cobre se utiliza para difundir rápidamente el calor máximo del chip desde el local a toda la base. Por otro lado, la flexibilidad ligera y de moldeo del aluminio se utiliza para completar la construcción de aletas de disipación de calor de gran superficie, logrando un equilibrio dorado entre costo, peso y rendimiento.
III. Procesos de fabricación de precisión: el salto tecnológico de la "extrusión" al "corte"
El valor de diseño de un disipador de calor se refleja esencialmente en la ruta de distribución mecánica de su material. El mismo material y dibujos de diseño, después de la transformación de diferentes procesos de fabricación, el rendimiento final de disipación de calor puede variar en más del 30%. Lo siguiente se ordena uno por uno de los caminos clave del proceso.
Extrusión de aluminio: este es el método de menor costo y más utilizado para la producción en masa de disipadores de calor. El lingote de aleación de aluminio se calienta a 520 ~ 540 ° C y fluye a través de un molde de extrusión hecho de acero troquelado a alta presión. Se enfría y solidifica rápidamente a través del orificio del troquel de salida para generar un embrión de disipador de calor con una estructura de aleta paralela continua. La ventaja es que el costo del molde es controlable, el costo de una sola pieza de producto terminado es bajo y es adecuado para la producción en masa. Sin embargo, como se mencionó anteriormente, su relación de esbeltez es limitada, lo que dificulta obtener suficiente área de disipación de calor en aplicaciones de alta densidad de potencia, y es difícil hacer frente a con chips de TDP altos.
Corte de dientes de pala (también conocido como corte o cepillado de precisión): Este es un camino técnico que fuerza el "límite superior" de extrusión de aluminio a nivel de proceso. El proceso de dientes de pala utiliza maquinaria de cepillado de alta precisión para cortar un sustrato de metal entero, formando aletas ultrafinas con , espaciado de dientes tan pequeño como 0,5 mm y grosor de dientes tan pequeño como 0,3 mm. Dado que las aletas de disipación de calor están formadas integralmente con el sustrato, no hay interfaz de soldadura fuerte o ajuste, por lo que la resistencia térmica de contacto del radiador de dientes de pala se elimina por completo. Los datos medidos muestran que la resistencia térmica del radiador de dientes de pala se reduce entre un 15% y un 20% en comparación con con el radiador moldeador de dientes al mismo volumen, y el área de disipación de calor se aumenta de 3 a 5 veces en comparación con con el radiador de perfil tradicional. En la actualidad, esta tecnología se ha utilizado ampliamente en AAU de estación base 5G, módulos de control electrónico de vehículos de nueva energía e iluminación industrial de alta potencia.
Fabricación de fundición a presión: después de que el proceso de fundición a presión funde el lingote de aleación de aluminio en un estado líquido, se llena con un molde de metal de precisión a alta presión y alta velocidad, y está formado por una sola vez fundición a presión con una máquina de fundición a presión. El proceso de fundición a presión puede producir geometrías tridimensionales complejas que son difíciles de procesar mediante procesos de extrusión tradicionales (como conchas de forma especial, estructuras de disipación de calor integradas con orificios de montaje y jefes de posicionamiento), y tiene una buena producción en masa y un costo controlable por pieza. Sin embargo, el costo de desarrollo temprano del molde es alto, a menudo de cientos de miles a millones de yuanes, y el ciclo de desarrollo también es largo. Y la fusión puede producir defectos de fundición como poros y tabiques fríos durante el proceso de llenado, que afectan la resistencia mecánica y la uniformidad de la conductividad térmica local.
Tecnología de forja: materiales de aleación con con alto contenido de aluminio se presionan en moldes a través de una presión extremadamente alta (forja en caliente o en frío). El procesamiento de forja permite que la estructura de grano interno del material del disipador de calor se compacte y alinee de manera direccional, lo que resulta en una mayor resistencia a la tracción, menor rugosidad de la superficie y uniformidad del material. El producto tiene una estructura de aleta de alta relación de aspecto. Sin embargo, su pérdida de matriz es grave y el costo unitario es mucho mayor que el del proceso de extrusión. En la actualidad, es principalmente adecuado para escenarios específicos con requisitos extremadamente altos de propiedades mecánicas y conductividad térmica.
Mecanizado de precisión CNC: En el proceso de acabado, el centro de mecanizado de cinco ejes CNC es responsable del esmerilado y pulido del plano inferior del disipador de calor, la perforación y roscado del orificio roscado de la instalación y el grabado de cualquier característica de proceso complejo. Su precisión puede alcanzar el nivel de micras, la planitud se puede controlar dentro de 0,1 mm y la tolerancia del paso del diente puede alcanzar los ±0,05 mm. Sin embargo, la tasa de eliminación de material por unidad de tiempo es baja y el costo de procesamiento es significativamente mayor. Por lo general, solo se utiliza para tareas de personalización de lotes pequeños y de alta demanda, como instrumentos aeroespaciales y de precisión.
Desde la perspectiva de la capacidad de producción y el costo, se puede concluir que existen estratificaciones generales: las soluciones de extrusión, fundición a presión y remachado de inserción de aluminio ocupan el mercado principal de baja a media densidad de potencia; las soluciones de corte y forja de pala sirven para equipos industriales y de comunicación de alta densidad de potencia que requieren grupos dentales ultrafinos y de alta densidad; y el acabado CNC de una sola pieza es la "configuración exclusiva" de la investigación científica o la industria militar de vanguardia.
IV. Diseño termodinámico: aleta, resistencia térmica, conductos y simulación de CFD
4,1 Parámetros termodinámicos clave de los disipadores de calor
El diseño de cualquier disipador de calor básicamente resuelve tres ecuaciones diferenciales acopladas de transferencia de calor: conducción de calor (a través de un cuerpo de metal), transferencia de calor convectiva (a través de un medio fluido para eliminar el calor de la superficie de la aleta) y transferencia de calor radiativa (generalmente una pequeña proporción, alrededor del 10% al 20%). En esta arquitectura física, hay varios parámetros de ingeniería central que determinan el rendimiento:
Resistencia térmica (Rtheta, unidad ℃ / W) - Este es el "primer índice" para que los ingenieros térmicos electrónicos tamicen y diseñen disipadores de calor. La ruta térmica entre la temperatura de unión del chip y la temperatura ambiente se puede modelar mediante una red de resistencia térmica paralela en serie. Un disipador de calor de alta calidad debe producir su propia resistencia térmica de transferencia de calor convectiva lo más baja posible. En condiciones de refrigeración natural, la resistencia térmica se puede controlar por debajo de 3 ℃ / W; si se combina con la refrigeración por aire forzado (es decir, el ventilador), el nivel avanzado de resistencia térmica de la industria puede alcanzar los 0,5 ℃ / W.
Parámetros morfológicos de la aleta: altura, grosor, espaciado, forma de la sección transversal. Si el espaciado es demasiado denso, la laminación de límites inhibirá la profundidad de penetración del flujo de aire, lo que resultará en una "zona de gas muerto" para reducir el coeficiente de transferencia de calor convectivo; si el espaciado es demasiado escaso, el área total de disipación de calor es insuficiente. La solución del espacio óptimo depende en gran medida de la velocidad del flujo de aire, las propiedades físicas del aire y la longitud de la aleta.
4,2 Simulación térmica de CFD: del diseño empírico a la predicción precisa
Durante mucho tiempo en el pasado, los ingenieros de disipación de calor confiaron en fórmulas empíricas y verificación de prueba y error en el almacén. Sin embargo, con el crecimiento exponencial de TDP de chips de IA y estaciones base 5G, el consumo de energía de un solo IC ha roto el canal unidimensional de las soluciones tradicionales refrigeradas por aire, y el complejo problema de acoplamiento de campo de flujo tridimensional y campo de temperatura debe resolverse con Dinámica de Fluidos Computacional (CFD).
El software de simulación térmica más utilizado en la industria actualmente incluye:
Ansys Icepak - Basado en el kernel Fluent Computational Fluid Dynamics, diseñado para la gestión térmica electrónica. Su fuerza central radica en su capacidad para modelar con precisión campos de flujo complejos y geometrías de superficie, y su integración en la plataforma ANSYS Workbench, que se puede combinar con el Módulo de análisis estructural mecánico y el Módulo de análisis electromagnético Maxwell para realizar una simulación de acoplamiento de campo multifísico de tres campos de electricity-heat-structure. En escenarios de análisis térmico de controladores electrónicos de superficie de automoción y componentes de aviónica irregulares, la adaptabilidad de malla de superficie de Icepak es más precisa que el software de malla estructurada.
Simcenter FloTHERM - Como el primer software electrónico de simulación de disipación de calor del mundo, tiene una cuota de mercado de alrededor del 70% hasta ahora. FloTHERM utiliza un algoritmo de solución CFD especialmente optimizado para la gestión térmica electrónica y tiene una gran biblioteca de modelos de componentes electrónicos incorporada (que incluye modelos de embalaje de chips, modelos de disipadores de calor, modelos de placas PCB, etc.). Los ingenieros pueden arrastrar y soltar rápidamente el modelado para completar el análisis térmico de nivel completo desde el nivel de componentes hasta el nivel del sistema, lo que lo hace ideal para iteraciones rápidas de diseño térmico de productos electrónicos de consumo.
Yundao Volta Inteligente - como un software de simulación térmica puramente doméstica, se ha desarrollado rápidamente en los últimos años y se está acelerando para ponerse al día con la precisión de la simulación y la facilidad de uso de las herramientas convencionales internacionales.
Desde el proceso de ingeniería real, el ciclo de diseño típico es el siguiente: introducción del modelo mecánico 3D CAD, ajuste de condiciones límite (temperatura ambiente, consumo de calor de viruta, volumen de aire y curva de presión) división y solución de malla, diagrama de nubes de temperatura de posprocesamiento y análisis aerodinámico, iteración de parámetros de tamaño de acuerdo con los resultados de la simulación, y finalmente obtener la forma de aleta y la configuración de espaciado óptimos.
V. Escenarios de aplicaciones emergentes y océanos azules de mercado
Centro de datos de IA: fusión de refrigeración líquida y disipadores de calor de metal de alta densidad
El consumo de energía a nivel de gabinete de los servidores de IA está aumentando exponencialmente. Tomando como ejemplo el sistema NVIDIA GB200 / GB300 NVL72, el consumo de energía de diseño térmico de un solo gabinete es tan alto como 130kW a 140kW, lo que supera con creces el límite de carga física de los sistemas de refrigeración refrigerados por aire tradicionales. En respuesta a esta tendencia, la tecnología de refrigeración líquida ha comenzado a entrar en la pista de despliegue a gran escala. Los datos de TrendForce muestran que la tasa de penetración de la tecnología de refrigeración líquida en los centros de datos de IA aumentará drásticamente del 14% en 2024 al 33% en 2025.
Sin embargo, la predicción de que "la refrigeración líquida lo reemplaza todo" es demasiado unilateral. En el circuito de refrigeración líquida de la placa fría, la placa fría (placa fría) sigue siendo una entidad disipadora de calor de hardware a base de cobre o aluminio: se contacta con con el chip de la CPU / GPU a través de un material de interfaz conductora térmica (TIM), y se procesan una serie de vías de flujo de microcanales dentro de la placa de agua fría, y el refrigerante fluye a través de estas vías de flujo para transportar el calor. Las soluciones adicionales de placa fría de microcanal y placa fría bifásica son los últimos desafíos para el proceso de fabricación de disipadores de calor (procesamiento de canal a nivel de micras, garantía de calidad de unión de interfaz térmica, etc.). En cambio, la "etapa" de refrigeración líquida ha elevado el umbral técnico de los disipadores de calor de hardware.
5,2 estaciones base 5G y vehículos de nueva energía
El consumo de energía de una sola estación de las estaciones base 5G es de aproximadamente 3 a 4 veces mayor que el de las estaciones base 4G. El entorno exterior de las estaciones base 5G, los requisitos de disipación de calor natural AAU y disipación de calor pasiva sin ventilador han aumentado la demanda de radiadores de aleación de aluminio de gran volumen y radiadores de dientes de pala. A finales de junio de 2025, el número total de estaciones base 5G domésticas ha alcanzado los 4,55 millones y la demanda de disipación de calor 5G sigue aumentando. Al mismo tiempo, en el campo de los vehículos de nueva energía, los módulos de potencia IGBT en inversores, los OBC a bordo y los controladores de motor requieren radiadores de aluminio de alta densidad dentada para proporcionar una rápida eliminación de calor y con materiales de interfaz térmica ultrafinos para llenar espacios limitados.
5,3 Electrónica de consumo: Actualización tecnológica de las soluciones de refrigeración pasiva
En el campo de los teléfonos inteligentes de alto rendimiento, las soluciones de refrigeración pasiva están en constante iteración. La combinación de "placa de remojo VC + película de disipación de calor de grafito + material de interfaz térmica (TIM)" se ha convertido en estándar en los teléfonos móviles insignia. El iPhone 17 Pro lanzado en 2025 usó placa de remojo VC por primera vez, y la industria pronostica que las ventas globales de VC móvil alcanzarán los $2,776 mil millones para 2031. Cuando las soluciones de VC y membrana de grafito se enfrentan a límites, las soluciones de refrigeración microactiva como la refrigeración líquida de microbombas y la refrigeración termoeléctrica (TEC) están penetrando activamente en dispositivos delgados y livianos.
Ingeniería de confiabilidad: análisis de fallas y materiales de interfaz térmica (TIM)
La confiabilidad es la dimensión más subestimada pero más letal en el diseño del sistema de refrigeración. Según un gran número de estudios de casos de FAE (ingeniero de aplicaciones de campo), el mal contacto de los disipadores de calor o el envejecimiento de los materiales de la interfaz térmica son los "asesinos ocultos" que conducen a un aumento excesivo de la temperatura y un fallo temprano de los tubos de alimentación MOSFET.
El material de interfaz térmica (TIM) se encuentra en el espacio de llenado entre el dispositivo de calentamiento y la base metálica de disipación de calor, eliminando el aire (la conductividad térmica del aire es solo de aproximadamente 0,026 W / (m · K)), reduciendo así significativamente la resistencia térmica de contacto.
En la ingeniería práctica, TIM se enfrenta a dos tipos principales de mecanismos de fallo por envejecimiento: el envejecimiento por ciclo térmico conduce al endurecimiento del material y a la pérdida de elasticidad; y el agrietamiento en seco causado por la migración y la volatilización del aceite de silicona en condiciones de alternancia de calor frío a largo plazo o de alta temperatura, y aumenta la resistencia térmica. Una vez que el rendimiento de TIM se deteriora, aumenta la temperatura de unión de virutas, aumenta la resistencia al encendido (Rdson) y la generación de calor se vuelve más grave. El círculo vicioso de la fuga térmica no se puede controlar.
Más soluciones de vanguardia incluyen el desarrollo de TIM de alta conductividad térmica a base de carbono, así como métodos acelerados de pruebas de vida y modelos de predicción de vida estudiados por instituciones académicas como la Universidad de Fudan. Estudios internacionales también han demostrado que el efecto de bombeo del ciclo térmico del material de TIM es el cuello de botella central que conduce a la degradación de la confiabilidad a largo plazo. Para productos industriales y automotrices, la verificación de confiabilidad del ciclo térmico debe llevarse a cabo en la etapa de diseño.
VII. Perspectivas y conclusiones del mercado
El tamaño del mercado global de soluciones térmicas está creciendo rápidamente. Según organizaciones profesionales, el mercado crecerá de $15,76 mil millones en 2025 a $17,06 mil millones en 2026, con una tasa de crecimiento anual compuesta (CAGR) del 8,2%. Para 2030, se espera que el volumen total del mercado alcance los $23,60 mil millones, y la CAGR se expandirá aún más al 8,5%. Los impulsores principales de este crecimiento incluyen: el aumento de la demanda de disipación de calor avanzada debido a la densidad de potencia de los chips y la miniaturización, la adopción generalizada de soluciones de refrigeración líquida en la computación en la nube de IA y la computación de alto rendimiento, la entrada de nuevos sistemas de materiales como el grafeno y los materiales de cambio de fase en aplicaciones de escala, y la tendencia hacia la integración de la gestión térmica predictiva y los sistemas inteligentes de disipación de calor.
Disipador de calor de hardware: este componente metálico aparentemente ordinario está experimentando un cambio cualitativo de "papel de apoyo" a "motor principal". Desde la innovación del diseño de microestructuras de materiales compuestos de cobre y aluminio, hasta el proceso de corte de dientes de pala que rompen el límite morfológico de materiales, desde la simulación multifísica que potencia el diseño térmico preciso, hasta la tenaz "celebración de la primera puerta" en el entorno extremo de la refrigeración líquida del servidor de IA y la estación base 5G: el futuro de la tecnología del disipador de calor de hardware ya no es un juego de stock de fabricación tradicional, sino una nueva frontera de la ciencia de los materiales y la ingeniería de fabricación de precisión que cruza los límites disciplinarios. Para todos los equipos de ingeniería decididos a establecer un terreno elevado en la gestión térmica en la próxima generación de dispositivos electrónicos, comprender verdaderamente y optimizar sistemáticamente el sistema de tecnología de disipador de calor de hardware puede ser el primer paso en la estrategia para determinar si el flujo de calor puede "salir" de forma segura.
BQUQ es un fabricante profesional de disipadores de calor de metal, envíenos dibujos y nuestra empresa le cotizará en un plazo de 12 horas.